毅鑫五金工具电器工作生产商-专业为全国的朋友展示 各样类产品尺寸五金工具电器零结构件工作服务性,来图自定义快速的打样提货!
-
电子邮箱:[email protected]
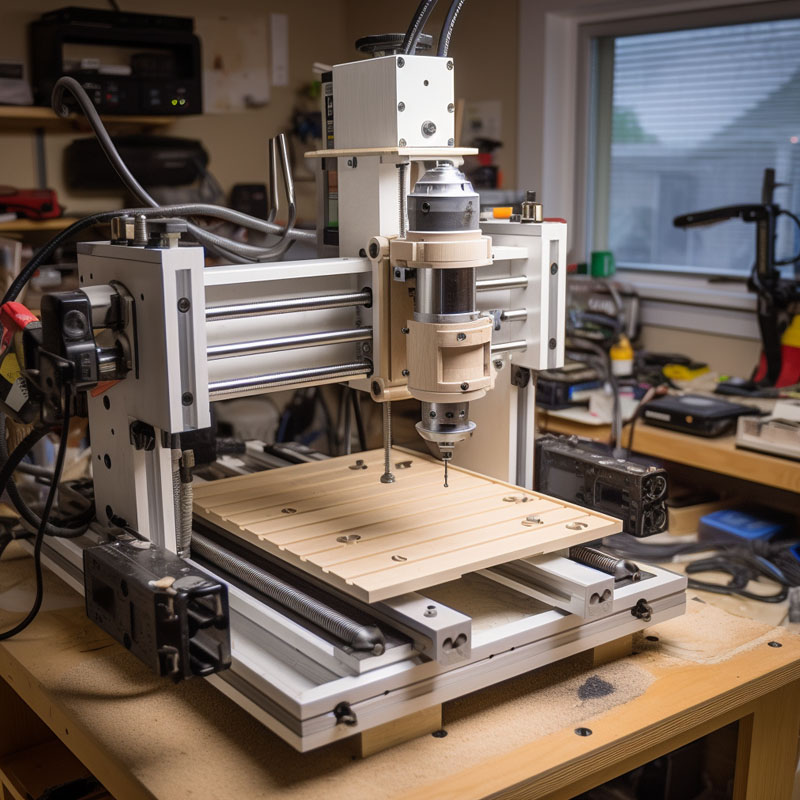
数控车床加工过程中常见难题有哪些?
在现今开发业中,台湾内外台湾车光凭其高高精准度、高效益率和全智能化以及自动化的优势特点,变成了机械装备生产制造的领域的层面装置的一种。不过,在实计生产制造时中,操作的人员管理常会大问题各种各样难事,这大问题除了关系生产制造率和车辆效果,还将会导致装置机械故障和安全可靠危险点。深入基层要分析并行之有效改善这常用难事,对上升台湾内外台湾车生产制造关卡至关很重要。上边毅鑫五金配件给朋友们说说台湾内外台湾车生产制造时中常用难事,在一块来要分析腮帮子。

五金加工,成就您的理想之选!毅鑫五金是您可信赖的五金加工厂家,为您量身打造高品质定制零件。拥有专业的五金加工设备和经验丰富的团队,我们致力于提供精密加工、快速交付和竞争力价格。无论是五金加工、CNC车削、铸造还是表面处理,我们都将为您实现完善的解决方案。与我们合作,从设计到成品,将变得高效而愉悦。立即联系我们,开启定制之旅!
全新资讯










推荐阅读









毅鑫五金电器

相关推荐

如何制作高精度激光切割钣金件?
在钣金折弯生产流程中,激光束手术切工工作非常主要的一生产方法,五件好的激光束手术切工工作件能够 为下一步的生产提高多不用说要的步骤之一,然...
荷塘非标零件加工哪家强?专业定制,质量保障,让您放心选择!
由于制造技术业的持续发展强大,荷塘夜色沿海地区的非标准产品工艺业也日趋强大。而是,在多如牛毛工艺厂选出择合适的的进行合作火伴让人觉得至关更重要...
CNC加工的优良特性有哪些?
CNC制造就是种生孩子方法,借助计算方式机系统的调节的设施器具来钻削、开洞、钻孔、切割、铣削、切割等,适用于开发各种类型各色各样加工零件...
五金冲压件检验应怎么做?检验要点介绍
五金工具冷挤压模具件范围广的技术应用于大家居住里面的不同的的领域,有有些自动化器材、车设备、装潢装修材料等一下。大家平常说的冷挤压模具件寻常...
五金加工效率低的原因是什么?五金加工效率影响因素分析!
在创造业管理体制中,家具五金研发是支撑点物理创造、小车、电子为了满足电子时代进展的需求,等随之而来市场进展的根基基本原则,其工作效率就直接直接影响下面房产的制作進度与...
cnc加工尼龙会不会变形(变形问题的解析与预防)
锦纶用于其中一种经常用到的建筑项目塑胶板材,存在非常好的的机器安全性能、耐磨涂层性和耐锈蚀性,广泛的app于一些业务领域。因此,在CNC制造锦纶时,是...
毅鑫五金电器-职业 零构件来样生产生产服务性商

 同屏在线客户服务热线
同屏在线客户服务热线
在线留言
毅鑫五金机械专为各项零元器件带来了高端定制制造服務,迎接留言板留言联系,我们大家将快点回话您的供需!